以下是吹塑模架选购的核心考量因素及实操建议:
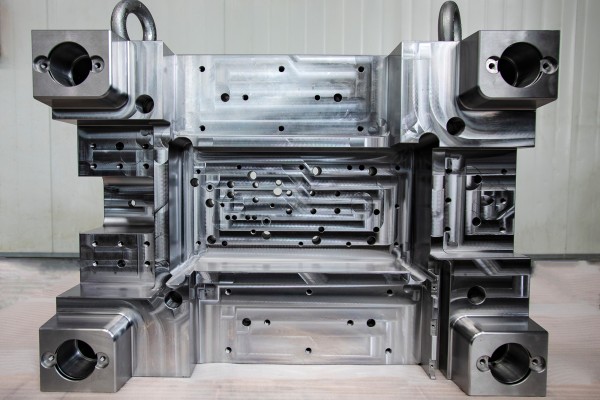
一、材质选择(核心决策)
-
经济耐用型
- 45#钢:成本最低(约45元/kg),适合低频生产(<12个月)。但需注意防锈处理,冷却水道建议打孔/铣槽工艺。
- P20钢:硬度更高(预硬HRC 28-32),寿命延长至24个月。适用于中等批量(如日化包装瓶)的生产。
-
高精度长寿命型
- 718H钢:出厂预硬HRC 41-47,免热处理,镜面抛光性优。适合汽车配件等外观要求严苛的制品。
- S136不锈钢:含铬13.6%,耐腐蚀+耐磨性极佳。医疗制品、腐蚀性化工容器生产的首选。
- 铝合金+铍铜镶嵌:局部加强冷却效率,适用于薄壁高速生产场景(周期<25秒)。
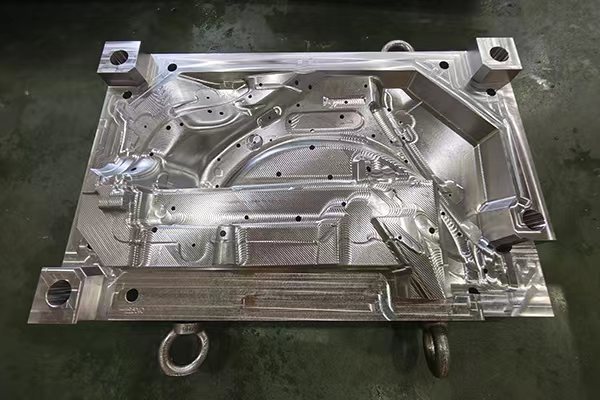
二、结构适配原则
| 生产需求 | 推荐结构 | 技术要点 |
|---|---|---|
| portant;">大型工业容器 | 组合式模架+人工修整接口 | 支持模具尺寸灵活调整(容量1-300L) |
| portant;">高精度医疗瓶 | 整体式模架 | 精度≤0.05mm,配合多型腔设计(40腔) |
| portant;">复杂异形件 | 镶嵌式模架+抽芯模块 | 硬质合金镶件提升曲面成型稳定性 |
| portant;">快速循环生产 | 钢板叠层式+螺旋水道 | 冷却效率提升100%,周期缩至<25秒 |
三、设备协同参数验证
-
锁模力匹配
- 大型容器(如汽车油箱)需≥160千牛顿,小型瓶类≥60千牛顿。
-
开合模行程
- 标准开模距离≥140mm,合模距离≤100mm(参考CH-ZPL2机型参数)。
-
冷却接口
-
优先选择模架自带标准化水嘴(长管上置/短管下置),避免现场改造。
-
四、供应商筛选建议
- 验厂重点:考察模架与冷却板的装配工艺(螺丝固定>焊接),确保长期使用无渗漏。
- 服务条款:要求提供模架热变形补偿方案(温差±1℃控温),并书面承诺尺寸稳定性保证期。
成本陷阱提示:低价45#钢模架需额外计算防锈处理及更换成本,总持有成本可能反超P20钢。